铝合金铸造工艺大致分为两种:重力铸造和压力铸造。
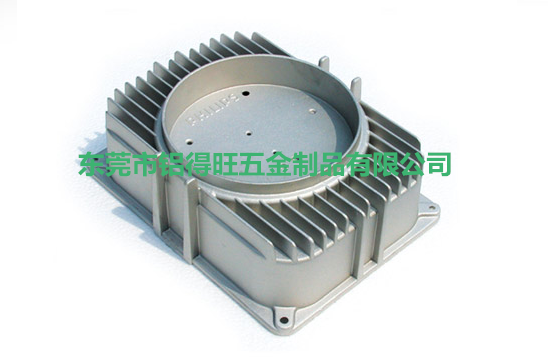
铝合金重力铸造是指铝液在地球重力作用下注入铸型的工艺,重力铸造又分为:砂型浇铸、金属型(钢模)浇铸、消失模浇铸等。现在应用最多的是金属模(钢模)浇铸,其模具采用耐热合金钢制作而成,浇铸出来的铝铸件强度、尺寸、外观等都高于其他铸造工艺的铸件。
重力铸造的铝液一般采用手工倒入浇口,依靠金属液的自重充满型腔、排气、冷却、开模到得到样品,其工艺流程一般为:铝液熔炼、浇料充型、排气、冷却、开模、清产、热处理、加工。
合金压力铸造是指金属液在其他外力(不含重力)的作用下注入铸型的工艺,压力铸造分为高压铸造和低压铸造。
高压铸造就是通常我们说的压铸,将铝液倒入压室内,通过其压力高速充满模具型腔,并使铝液在压力下凝固从而形成铝铸件。
铝合金重力铸造的特点为:
1、产品表面光洁度不高,抛丸后易产生凹坑。
2、铝铸件内部气孔少,可进行热处理。
3、产品致密性低、强度稍差,但延伸率高。
4、模具成本较低,模具使用寿命长。
5、生产效率低,从而增加了生产成本。
6、工艺较简单,不适合生产薄壁件。
铝合金压力铸造的特点为:
1、产品表面光洁度好,一般可达Ra6.3甚至可达Ra1.6。
2、不可热处理。
3、产品气密性高,铸件强度和表面硬度高,但延伸率低。
4、模具成本较高,使用寿命短。
5、生产效率高。
6、可生产薄壁件,加工余量小。
压力铸造包含了一些金属加工工业生产活动,必须采取严厉的措施来降低成本,减少浪费,和复杂性.进行了金属铸造生产的全过程以最小数量的浪费,机床进步完善供应商都被用来和合金过程本身.选择正确的合金材料是必要的,因为他们每个人都提供了特定的优势已完成的部分.
此外,既然压力铸造是最快的国家之一,具有成本效益的方法,设计者必须与模具从早期施法者的组件设计和开发.从最初的咨询死脚轮的组件设计阶段来帮助设计师与聪明的布局导致边缘准确预测减少废物、铸造(如准确的外部和内部破坏/预测,均匀的壁厚等),简化了设计过程和其他许多优势.这些措施帮助抵消成本的工具、提供整体经济.
 15820818654
15820818654









 在线客服
在线客服
