您好,欢迎访问东莞市铝得旺五金制品有限公司官方网站!
15820818654
重力铸造
关于我们
公司简介
企业文化
产品展示
机械配件
汽车配件
电子配件
灯饰配件
水泵配件
风机配件
管材管件
翻砂铸造
厂房设备
客户展示
新闻资讯
常见问题
行业资讯
联系我们
铝合金重力铸造
重力铸造
关于我们
产品中心
厂房设备
客户展示
新闻资讯
联系我们
TEL :
15820818654
当前位置:
铝得旺五金
>>
新闻资讯
>>
常见问题
>> 熔模铸造
行业资讯
常见问题
熔模铸造
作者:东莞铝得旺 时间:
2018/9/8
浏览:
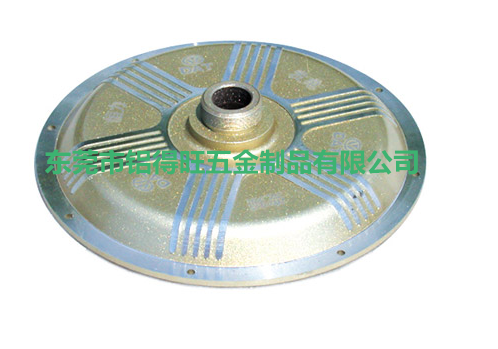
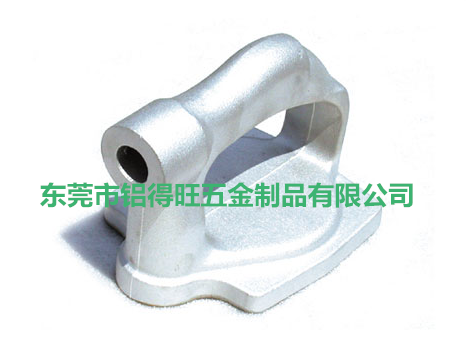
熔模铸造 investment casting 图片: 图片: rongmu zhuzao 熔模铸造(卷名:机械 工程 工程 ) investment casting 在可熔模样上包覆耐火材料制成型壳,加热熔出模样后型壳经高温焙烧成铸型,并以此来生产铸件的铸造方法。中国早在商代就已掌握了熔模铸造的工艺原理和技术。1978年湖北随县发掘出土的战国早期曾侯乙尊盘就是用熔模法铸造的。现代熔模铸造工艺与古代相比已有很大不同。 工艺过程 首先将熔融的模料制成模样,模样可以是整体的,也可以是分块制作焊合到一起的。再将制成的可熔模样焊到共用的浇口棒上(图1)。然后在其表面用粘结剂涂覆若干层耐火材料,形成 5~15毫米厚的壳层,经干燥、硬化后将可熔模样由型壳中加热熔出,便得到内腔和铸件形状相同的型壳。这样的型壳再经800~1000℃的高温焙烧,使型壳具有较高的强度并烧除型壳内可能残留的模样。焙烧后的型壳即可作为铸型浇入液态金属,待凝固冷却后,除掉型壳即得到相应的铸件。 模壳材料 制模用的可熔模料一般为各种配比的蜡基材料。蜡料的熔点低,流动性好,可以制成与铸件形状完全一致的模样,因此也称这种铸造方法为失蜡铸造。也有用树脂基模料的,以松香为主要成分,用来生产精度要求高的铸件。制壳用的粘结剂通常为硅酸乙酯水解液或水玻璃和硅溶胶。硅酸乙酯水解液应用最早,也最普遍。而耐火材料则用热膨胀性能稳定、耐火度较高、粒度小的材料,主要为石英和刚玉,以及由SiO2和Al2O3不同含量所组成的硅酸铝等。 特点和用途 用熔模铸造法制造的铸钢件,设有分型面,尺寸精度可达5~7级,表面粗糙度可达Ra 10~1.25微米。铸件尺寸精确,表面光洁,所以只需要在零件要求较高的部位留少许机械加工余量,可以大幅度地节约金属材料。熔模铸造可以生产结构非常复杂的零件,例如涡轮发动机的耐热合金叶片。这种零件不仅形状复杂,尺寸精确度和表面粗糙度要求高而且难于加工,只有采用熔模铸造才能获得合格的叶片。用熔模铸造法可将原来由几个零件铆接、栓接及焊接组合而成的部件,通过改变零件的结构,成为整体零件直接铸出,既节省机械加工工时又节省金属材料的消耗,零件结构也更合理。熔模铸造也是生产铝合金、镁合金复杂薄壁壳体零件的适宜方法。图2为熔模铸造铸得的铝合金薄壁壳体零件,壁厚仅1~1.5毫米。熔模铸造的生产成本较高,所以熔模铸件的重量大多为几十克到几公斤,并限于技术条件要求很高的铸件。 参考书目 宫克强主编:《特种铸造》,机械工业出版社,北京,1982。 叶荣茂
相关资讯
铸钢是什么材质?
铸钢是什么材质?...
铝合金老式铸造与现代铸造相比有什么区别?
铝合金老式铸造与现代铸造相比有什么区别?...
大家好,请问面包铁 铸造铁 球铁有什么不同,它们各有什么特点,铸造厂用什么铁最好。谢谢。
大家好,请问面包铁 铸造铁 球铁有什么不同,它们各有什么特点,铸造厂用什么铁最好。谢谢。...
铸造与砂型铸造相比有哪些优点?是什么?
铸造与砂型铸造相比有哪些优点?是什么?...
压力铸造主要适应于什么样的铸件生产?
压力铸造主要适应于什么样的铸件生产?...
电机什么部件需要铸造件?如果有铸造件,那么铸造件的质量应该怎么样啊?
电机什么部件需要铸造件?如果有铸造件,那么铸造件的质量应该怎么样啊?...
铸造方法概述
铸造方法概述...
怎样制造铸造用铝模,加工原理是什么
怎样制造铸造用铝模,加工原理是什么...
相关产品
电动车铝铸件
机械配件
铝合金水泵五金配件
铝合金风机配件
铝合金翻砂铸造件
水泵配件
翻砂铸造件
汽动壳体
粤ICP备16122655号
东莞市铝得旺五金制品有限公司@版权所有 地址:东莞市桥头镇东江村福源路5号 电话:0769-82839293 手机:15820818654 联系人:郭先生. 东莞铝得旺专业提供铝合金翻砂铸造、铝合金重力铸造、铝铸件等产品的生产和后加工服务,欢迎来电咨询合作!
客服
在线客服
微信
电话
服务电话:
15820818654
顶部
 1582081865415820818654
1582081865415820818654








 在线客服
在线客服
